- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

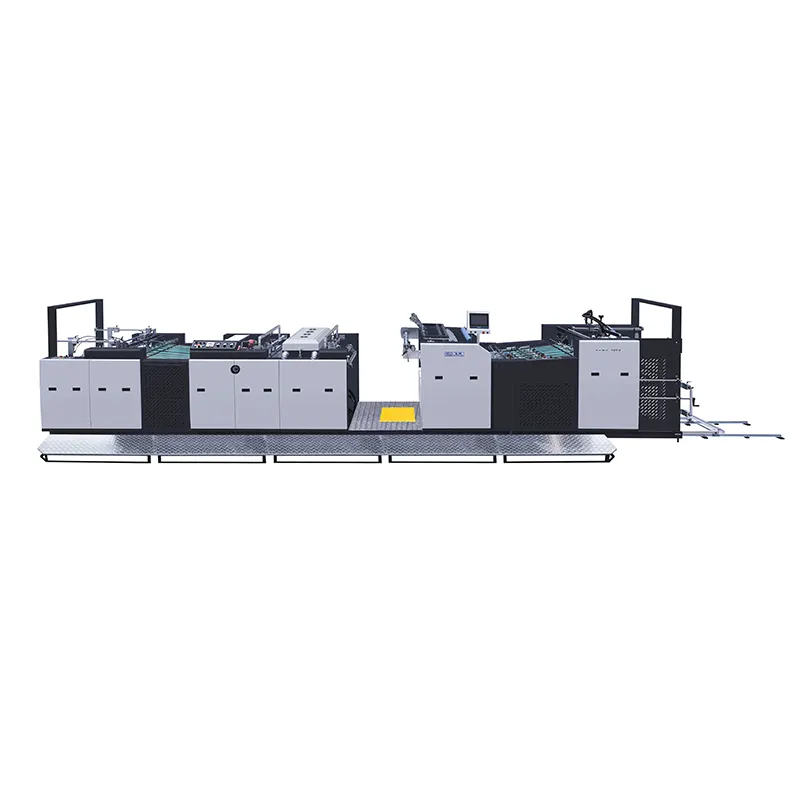
Principiul de lucru al mașinii de laminare automată a filmului
În imprimarea modernă a imprimării și a industriilor de prelucrare conexe,Mașini automate de laminare a filmuluiJoacă un rol extrem de important. Acestea pot aplica o peliculă de protecție pe suprafața diferitelor materiale tipărite sau alte materiale, ceea ce nu numai că îmbunătățește aspectul și textura produselor, dar și le îmbunătățește durabilitatea și performanța de protecție. A avea o înțelegere aprofundată a principiului de lucru al mașinilor automate de laminare a filmului este de o importanță deosebită pentru practicienii din industriile relevante, utilizatorii de echipamente și pentru cei interesați de procesele de imprimare a ambalajelor. Îi ajută să ia decizii mai înțelepte și să întreprindă mai multe acțiuni adecvate în aspecte precum achiziționarea echipamentelor, operarea, optimizarea proceselor și depanarea. Acest articol va efectua o analiză cuprinzătoare și detaliată a principiului de lucru al mașinilor de laminare automată a filmului pentru a dezvălui misterele tehnice și mecanismele de operare din spatele lor.
I. Componente de bază ale mașinilor de laminare automată a filmului
(I) Mecanismul de relaxare
Mecanismul de desfășurare este partea de pornire a mașinii de laminare automată a filmului și este responsabil în principal de transportul și eliberarea ruloului de film pentru a fi laminat. De obicei, este echipat cu un sistem de control al tensiunii reglabile pentru a se asigura că filmul poate fi ieșit cu tensiune stabilă și uniformă pe parcursul procesului de laminare. De exemplu, senzorul de tensiune este utilizat pentru a monitoriza tensiunea filmului în timp real, iar cu ajutorul motoarelor sau frânelor și altor dispozitive, ajustările dinamice sunt făcute în funcție de valorile setate pentru a evita întinderea filmului și deformarea cauzată de tensiunea excesivă sau de ridurile de film din cauza tensiunii insuficiente, oferind astfel o bună fundație de filme pentru a alimenta procese de laminare ulterioară.
(Ii) Sistem de aplicații cu lipici
Funcția de bază a sistemului de aplicare a lipiciului este de a aplica uniform lipici pe suprafața filmului. În funcție de diferite cerințe de proces și tipuri de lipici, există diferite metode de aplicare a lipiciului. Cea obișnuită este acoperirea cu rulouri, care folosește un role de acoperire pentru a ridica lipici din rezervorul de lipici și a -l transfera uniform pe film. Această metodă poate controla cu exactitate cantitatea de lipici aplicată și este potrivită pentru diverse vâscozități de lipici și materiale de film. În plus, există și metoda de acoperire a cuțitului. Folosind un raclet pentru a îndepărta lipiciul în exces, doar un strat de lipici uniform și precis gros este lăsat pe film, care este potrivit în special pentru operațiuni de laminare fină, cu cerințe ridicate pentru cantitatea de acoperire a lipiciului, cum ar fi laminarea materialelor de ambalare pentru componente electronice.
(Iii) Mecanism de laminare
Mecanismul de laminare este partea cheie pentru realizarea legăturii filmului și a substratului. Este format în principal dintr -un role de presiune și un role de încălzire (în procesul de laminare fierbinte) sau un role de răcire (în procesul de laminare la rece). Ruloul de presiune aplică o anumită presiune pentru a face ca filmul cu lipici să contacteze îndeaproape substratul, asigurându -se că lipiciul se poate uda complet și se leagă pe cele două. În procesul de laminare caldă, role de încălzire transferă căldura filmului și substratului pentru a face lipiciul să se solidifice rapid, îmbunătățind fermitatea laminului și eficiența producției. În timp ce se află în procesul de laminare la rece, rola de răcire reduce temperatura lipiciului pentru a -l face să se solidifice treptat într -o stare naturală. Acest proces este relativ ecologic și este potrivit pentru unele materiale sensibile la temperatură sau nu ar trebui încălzite.
(Iv) Mecanismul de redobândire
Mecanismul de redobândire este situat la capătul mașinii de laminare automată a filmului, iar funcția sa este de a termina produsele laminate. Similar cu mecanismul de desfășurare, mecanismul de redobândire are, de asemenea, o funcție de control al tensiunii pentru a asigura planeitatea și etanșeitatea produselor în timpul procesului de înfășurare. Între timp, poate fi echipat și cu un dispozitiv de măsurare a lungimii sau un contor pentru a număra cu exactitate lungimea sau cantitatea produselor laminate, ceea ce este convenabil pentru gestionarea producției și controlul calității. De exemplu, în producția de laminare la scară largă a materialelor tipărite, dispozitivul de măsurare a lungimii poate controla cu exactitate lungimea fiecărui rola de produse laminate pentru a asigura consistența specificațiilor produsului.
Ii. Proces de lucru al mașinilor de laminare automată a filmului
(I) Film care se dezlănțuie și pretratare
În primul rând, rola de film selectată este instalată pe mecanismul de dezlegare, iar sistemul de control al tensiunii mecanismului de dezlegare este inițial stabilit în funcție de parametri precum materialul, grosimea și lățimea filmului. După pornirea mecanismului de desfacere, filmul începe să fie lansat lent sub tracțiunea tensiunii și trece printr -o serie de role de ghidare pentru a intra în sistemul de aplicații cu lipici fără probleme. Înainte de a intra în sistemul de aplicare a lipiciului, pot exista procese de pretratare, cum ar fi îndepărtarea prafului și eliminarea statică pentru a îndepărta particulele de praf și electricitatea statică pe suprafața filmului, îmbunătățind efectul de adeziune al lipiciului asupra filmului și asigurând calitatea laminantă. De exemplu, prin utilizarea unui eliminator static pentru a elibera sarcini opuse pentru a neutraliza energia electrică statică de pe suprafața filmului, acesta împiedică praful să fie dificil de îndepărtat din cauza adsorbției electrostatice.
(Ii) Aplicarea lipiciului
După ce filmul intră în sistemul de aplicații Glue, sistemul de aplicații Glue începe să funcționeze conform metodei și parametrilor de aplicare a lipiciului presetat. De exemplu, atunci când se utilizează acoperire cu role, role de acoperire se rotește cu o anumită viteză pentru a scufunda lipiciul din rezervorul de lipici și apoi aplică uniform lipiciul pe suprafața filmului. În timpul acestui proces, factori precum vâscozitatea lipiciului, viteza de rotație a rolei de acoperire, nivelul de lipici în rezervorul de lipici și decalajul dintre raclera și rola de acoperire vor afecta toate cantitatea și uniformitatea lipitului aplicat. Operatorii trebuie să ajusteze cu exactitate acești parametri în funcție de cerințele de laminare reale și caracteristicile materialului pentru a obține efectul de aplicare a lipiciului dorit. De exemplu, atunci când produsul laminat are o cerință mai mare pentru grosimea lipiciului, viteza de rotație a rolei de acoperire poate fi crescută corespunzător sau nivelul de lipici în rezervorul de lipici poate fi crescut. Când este necesar un strat de lipici mai subțire și mai uniform, poate fi redus decalajul dintre racletă și rola de acoperire.
(Iii) Legătură și întărire
Filmul cu lipici continuă să fie transportat înainte și intră în mecanismul de laminare. În acest moment, substratul (cum ar fi materiale tipărite, hârtie, plăci etc.) este, de asemenea, trimis la mecanismul de laminare prin intermediul dispozitivului de transport corespunzător pentru a îndeplini filmul. În mecanismul de laminare, role de presiune aplică o anumită presiune pentru a face filmul și substratul strâns legat împreună, iar lipiciul începe să se ude și să -i lege pe cei doi sub acțiunea presiunii. În procesul de laminare fierbinte, role de încălzire transferă căldură către pelicula și substratul legat pentru a face lipiciul să se solidifice rapid și să formeze un strat laminat ferm. Temperatura rolei de încălzire, presiunea rolei de presiune și timpul de legare trebuie să fie optimizate și reglate în funcție de diferite combinații de materiale și cerințe de laminare. De exemplu, pentru unele substraturi cu o textură relativ dură, poate fi necesar să creștem în mod corespunzător presiunea rolei de presiune pentru a asigura lipirea completă între film și substrat. Pentru unele materiale sensibile la căldură, temperatura rolei de încălzire trebuie redusă pentru a preveni deformarea materialelor de căldură. În procesul de laminare la rece, role de răcire joacă un rol în reducerea temperaturii lipiciului și în promovarea solidificării sale naturale. Deși timpul de întărire este relativ lung, poate evita riscul de deformare a materialului cauzat de încălzire.
(Iv) Rewinding și finisarea produsului finit
Produsele laminate și întărite intră în cele din urmă în mecanismul de redobândire. Mecanismul de redobândire elimină produsele în mod perfect în funcție de tensiunea setată și viteza de înfășurare. În timpul procesului de redobândire, sistemul de control al tensiunii monitorizează și ajustează tensiunea de înfășurare în timp real pentru a se asigura că produsele sunt înfășurate strâns și complet. Între timp, dispozitivul de măsurare a lungimii sau contorul înregistrează lungimea sau cantitatea produselor rănilor. Când se ajunge la valoarea presetată, mecanismul de redobândire încetează automat să funcționeze. După finalizarea derulării, produsele pot fi organizate, tăiate sau ambalate în continuare în funcție de nevoile de depozitare, transport sau vânzări ulterioare. De exemplu, pentru unele produse laminate cu format mare, este posibil să fie nevoiți să fie tăiați în produse de dimensiuni mai mici care îndeplinesc cerințele specificate de specificații și apoi ambalate.
În concluzie,Mașini automate de laminare a filmuluiPoate completa operația de laminare pentru diverse materiale în mod eficient și precis prin lucrarea coordonată a fiecărei componente și urmând un proces de lucru specific. Odată cu progresul continuu al științei și tehnologiei, principiul de lucru al mașinilor automate de laminare a filmului este, de asemenea, constant inovați și optimizați, iar perspectivele sale de aplicare în imprimarea ambalajului și alte industrii vor fi și mai largi, oferind un suport tehnic puternic pentru îmbunătățirea calității și diversificarea dezvoltării produselor.
Dacă sunteți interesat de produsele noastre sau aveți întrebări, nu ezitați să ne contactațitelefon sau e -mail.